您好,欢迎访问华友表面处理有限公司 设为首页| 加入收藏
全国服务热线:133 2516 1666
产品中心
电话:133 2516 1666
手机:165 3555 1666
邮箱:1328817066@qq.com
地址:山东龙口市东江街道政府南雅居苑临街楼307号
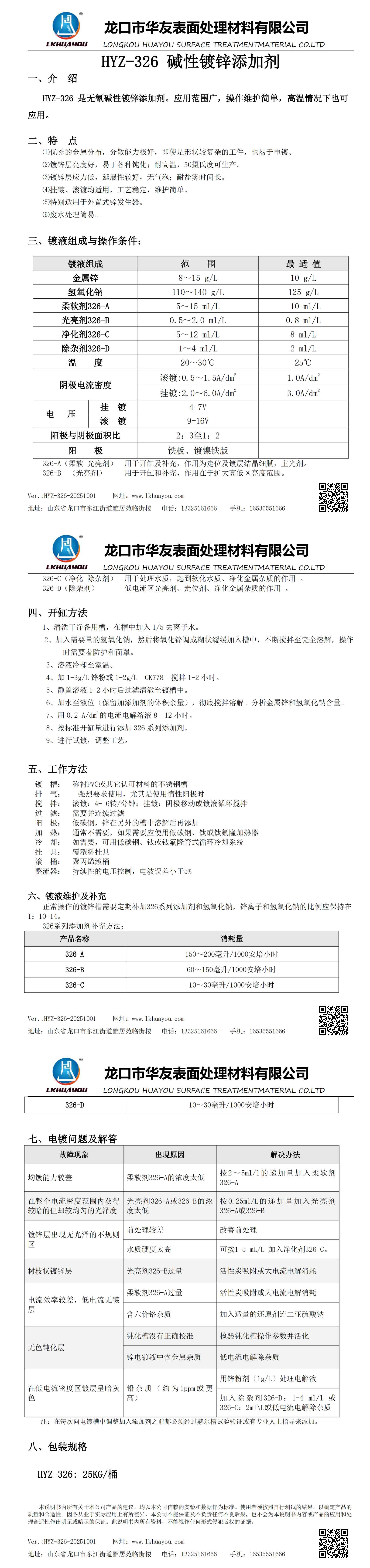
当前位置: 首页 > 产品中心 > 镀锌添加剂 > 锌酸盐镀锌添加剂
来源:minggui 发布时间:2019-06-12 次浏览
上一篇: 暂无
下一篇: 暂无